تثبيت التطبيق
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
ملاحظة: This feature may not be available in some browsers.
أنت تستخدم أحد المتصفحات القديمة. قد لا يتم عرض هذا الموقع أو المواقع الأخرى بشكل صحيح.
يجب عليك ترقية متصفحك أو استخدام أحد المتصفحات البديلة.
يجب عليك ترقية متصفحك أو استخدام أحد المتصفحات البديلة.
طلب كتاب عن: ابراج التقطير
- بادئ الموضوع الزهراء
- تاريخ البدء
Distillation is a method of separating chemical substances based on differences in their volatilities in a boiling liquid mixture. Distillation usually forms part of a larger chemical process, and is thus referred to as a unit operation.
Commercially, distillation has a number of uses. It is used to separate crude oil into more fractions for specific uses such as transport, power generation and heating. Water is distilled to remove impurities, such as salt from sea water. Air is distilled to separate its components - notably oxygen, nitrogen and argon - for industrial use. Distillation of fermented solutions has been used since ancient times to produce distilled beverages with a higher alcohol content.
Contents
1 History
2 Applications of distillation
3 Idealized distillation model
3.1 Batch distillation
3.2 Continuous distillation
3.3 General improvements
4 Laboratory scale distillation
4.1 Simple distillation
4.2 Fractional distillation
4.3 Steam distillation
4.4 Vacuum distillation
4.5 Air-sensitive vacuum distillation
4.6 Short path distillation
4.7 Other types
5 Azeotropic distillation
5.1 Breaking an azeotrope with unidirectional pressure manipulation
5.2 Pressure-swing Distillation
6 Industrial distillation
7 Distillation in food processing
7.1 Distilled beverages
Commercially, distillation has a number of uses. It is used to separate crude oil into more fractions for specific uses such as transport, power generation and heating. Water is distilled to remove impurities, such as salt from sea water. Air is distilled to separate its components - notably oxygen, nitrogen and argon - for industrial use. Distillation of fermented solutions has been used since ancient times to produce distilled beverages with a higher alcohol content.
Contents
1 History
2 Applications of distillation
3 Idealized distillation model
3.1 Batch distillation
3.2 Continuous distillation
3.3 General improvements
4 Laboratory scale distillation
4.1 Simple distillation
4.2 Fractional distillation
4.3 Steam distillation
4.4 Vacuum distillation
4.5 Air-sensitive vacuum distillation
4.6 Short path distillation
4.7 Other types
5 Azeotropic distillation
5.1 Breaking an azeotrope with unidirectional pressure manipulation
5.2 Pressure-swing Distillation
6 Industrial distillation
7 Distillation in food processing
7.1 Distilled beverages
Industrial distillation
Large scale industrial distillation applications include both batch and continuous fractional, vacuum, azeotropic, extractive, and steam distillation. The most widely used industrial applications of continuous, steady-state fractional distillation are in petroleum refineries, petrochemical and chemical plants and natural gas processing plants.

Typical industrial distillation towers
Industrial distillation is typically performed in large, vertical cylindrical columns known as distillation towers or distillation columns with diameters ranging from about 65 centimeters to 16 meters and heights ranging from about 6 meters to 90 meters or more. When the process feed has a diverse composition, as in distilling crude oil, liquid outlets at intervals up the column allow for the withdrawal of different fractions or products having different boiling points or boiling ranges. The "lightest" products (those with the lowest boiling point) exit from the top of the columns and the "heaviest" products (those with the highest boiling point) exit from the bottom of the column and are often called the bottoms.

Diagram of a typical industrial distillation tower
Large scale industrial distillation applications include both batch and continuous fractional, vacuum, azeotropic, extractive, and steam distillation. The most widely used industrial applications of continuous, steady-state fractional distillation are in petroleum refineries, petrochemical and chemical plants and natural gas processing plants.
Typical industrial distillation towers
Industrial distillation is typically performed in large, vertical cylindrical columns known as distillation towers or distillation columns with diameters ranging from about 65 centimeters to 16 meters and heights ranging from about 6 meters to 90 meters or more. When the process feed has a diverse composition, as in distilling crude oil, liquid outlets at intervals up the column allow for the withdrawal of different fractions or products having different boiling points or boiling ranges. The "lightest" products (those with the lowest boiling point) exit from the top of the columns and the "heaviest" products (those with the highest boiling point) exit from the bottom of the column and are often called the bottoms.
Diagram of a typical industrial distillation tower
Large-scale industrial towers use reflux to achieve a more complete separation of products. Reflux refers to the portion of the condensed overhead liquid product from a distillation or fractionation tower that is returned to the upper part of the tower as shown in the schematic diagram of a typical, large-scale industrial distillation tower. Inside the tower, the downflowing reflux liquid provides cooling and condensation of the upflowing vapors thereby increasing the efficacy of the distillation tower. The more reflux is provided for a given number of theoretical plates, the better is the tower's separation of lower boiling materials from higher boiling materials. Alternatively, the more reflux is provided for a given desired separation, the fewer theoretical plates are required.
Such industrial fractionating towers are also used in air separation, producing liquid oxygen, liquid nitrogen, and high purity argon. Distillation of chlorosilanes also enables the production of high-purity silicon for use as a semiconductor.
Section of an industrial distillation tower showing detail of trays with bubble caps
Such industrial fractionating towers are also used in air separation, producing liquid oxygen, liquid nitrogen, and high purity argon. Distillation of chlorosilanes also enables the production of high-purity silicon for use as a semiconductor.
Section of an industrial distillation tower showing detail of trays with bubble caps
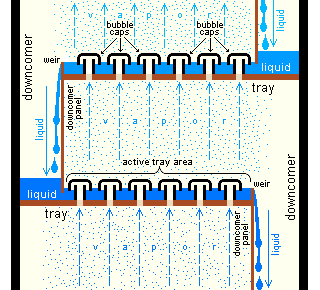
Design and operation of a distillation tower depends on the feed and desired products. Given a simple, binary component feed, analytical methods such as the McCabe-Thiele method or the Fenske equation can be used. For a multi-component feed, simulation models are used both for design and operation. Moreover, the efficiencies of the vapor-liquid contact devices (referred to as "plates" or "trays") used in distillation towers are typically lower than that of a theoretical 100% efficient equilibrium stage. Hence, a distillation tower needs more trays than the number of theoretical vapor-liquid equilibrium stages.
In industrial uses, sometimes a packing material is used in the column instead of trays, especially when low pressure drops across the column are required, as when operating under vacuum.

Large-scale, industrial vacuum distillation column
In industrial uses, sometimes a packing material is used in the column instead of trays, especially when low pressure drops across the column are required, as when operating under vacuum.
Large-scale, industrial vacuum distillation column
This packing material can either be random dumped packing (1-3" wide) such as Raschig rings or structured sheet metal. Liquids tend to wet the surface of the packing and the vapors pass across this wetted surface, where mass transfer takes place. Unlike conventional tray distillation in which every tray represents a separate point of vapor-liquid equilibrium, the vapor-liquid equilibrium curve in a packed column is continuous. However, when modeling packed columns, it is useful to compute a number of "theoretical stages" to denote the separation efficiency of the packed column with respect to more traditional trays. Differently shaped packings have different surface areas and void space between packings. Both of these factors affect packing performance.
Another factor in addition to the packing shape and surface area that affects the performance of random or structured packing is the liquid and vapor distribution entering the packed bed. The number of theoretical stages required to make a given separation is calculated using a specific vapor to liquid ratio. If the liquid and vapor are not evenly distributed across the superficial tower area as it enters the packed bed, the liquid to vapor ratio will not be correct in the packed bed and the required separation will not be achieved. The packing will appear to not be working properly. The height equivalent of a theoretical plate (HETP) will be greater than expected. The problem is not the packing itself but the mal-distribution of the fluids entering the packed bed. Liquid mal-distribution is more frequently the problem than vapor. The design of the liquid distributors used to introduce the feed and reflux to a packed bed is critical to making the packing perform to it maximum efficiency. Methods of evaluating the effectiveness of a liquid distributor to evenly distribute the liquid entering a packed bed can be found in references. Considerable work as been done on this topic by Fractionation Research, Inc. (commonly known as FRI).
Another factor in addition to the packing shape and surface area that affects the performance of random or structured packing is the liquid and vapor distribution entering the packed bed. The number of theoretical stages required to make a given separation is calculated using a specific vapor to liquid ratio. If the liquid and vapor are not evenly distributed across the superficial tower area as it enters the packed bed, the liquid to vapor ratio will not be correct in the packed bed and the required separation will not be achieved. The packing will appear to not be working properly. The height equivalent of a theoretical plate (HETP) will be greater than expected. The problem is not the packing itself but the mal-distribution of the fluids entering the packed bed. Liquid mal-distribution is more frequently the problem than vapor. The design of the liquid distributors used to introduce the feed and reflux to a packed bed is critical to making the packing perform to it maximum efficiency. Methods of evaluating the effectiveness of a liquid distributor to evenly distribute the liquid entering a packed bed can be found in references. Considerable work as been done on this topic by Fractionation Research, Inc. (commonly known as FRI).
Some books about Distillations

...........................................................................

......................................................

...........................................................................
......................................................

اخي الروابط تعمل والطريقه هي :

